1. Bobin Sökümü ve Nüve Temizliği
a) Eski bobinler kama ve manivela yardımı ile oluklardan sökülür.
b) Nüvede kalan izolasyon malzemeleri ve vernik kalıntıları yakılarak temizlenir.
c) Nüve oluk içleri zımparalanarak çapaklarından arındırılır.
d) Nüve manyetik ısınma testine tabi tutulur. Bir problem olmaması durumunda astar boya ile boyanarak sarıma hazırlanır. Problem olması durumunda sarımdan önce kısmi veya komple onarımı yapılır.



2. Bobin Başı Bağlantı Çemberi Montajı
a) Hazırlanan OG bobin ölçüsüne göre yeterli kalınlıkta demir çubuk yuvarlatılarak çemberler hazırlanır ve bu çemberler motor gövdesine kaynatılarak tutturulur.
b) Çemberler yeterli kalınlıkta izolasyon malzemeleri ile izole edilir.



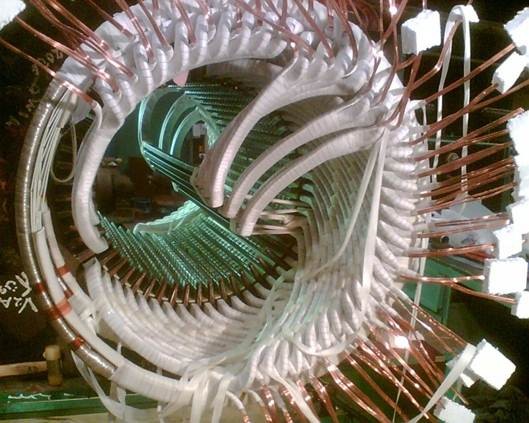
3. Bobin Atımı
a) Bobinler oluğa monte edilirken korona kayıpları için bobin üzerine sarılan tam iletken bantların zarar görmemesi için klavuz bantlar kullanılır.
b) Bobin başları çemberlere polyglass bant ile bağlanarak elektromanyetik yüklere karşı mukavemeti arttırılır.
c) Bobin başlarının araları keçe ve takozlar ile desteklenerek bobinler birbirine bağlanır.
d) Oluk altı ,bobin arası ve oluk üstüne bobinlerin uygun sıkıştırılmasına destek olacak şekilde cam çıtalar konulur.
e) Her faz için bobin aralarına PT100 ısı algılayıcı konur



4. Bobin Testi
a) Bobinler oluğa her atıldığında bağlantısı yapıldıktan sonra AC Yüksek gerilim ile 1 dk teste tabi tutulur. Bu test ile bobinin atım ve bağlantı sırasında zarar görüp görmediği veya imalat ile ilgili izolasyonda problem olup olmadığı ve tam iletken ve yarı iletken korona bantlarında problem olup olmadığı test edilir. Uygulana gerilim 2xU +1000 Volt tur.


5. Hatve Kaldırılması
a) Son bobinlerin atılması için bir hatve sayısı kadar bobin üst kenarı oluk içerisinden alınarak ipek bant ile yukarıda sabit kalacak şekilde bağlanarak kaldırılır. Bobinler atılırken her atım sonrası sırayla üst kenarlar indirilerek bobin atımı tamamlanır.
b) Oluklara cam veya manyetik çıtalar çakılarak bobinler sıkıca sabitlenir.


6. Bobin Bağlantıları Yapılması
a) Bobin atımı tamamlandıktan sonra bobin serilemeleri yapılır. Bunun için bakır tel uçlerı birbiri üzrine birleştirilerek gümüş katkılı kaynak yapılır ve üzeri sarılarak izolasyonları tamamlanır.
b) Bobin faz giriş kabloları bobin faz uçlarına kaynatılarak izolasyonları yapılır.
c) Tüm uçlar birbirine takoz ,keçe ve polyglass bant ile sıkıca bağlanarak sarım tamamlanır.



7. Fırınlama ve Vernikleme
a) Stator komple fırına atılarak 15 saat 130 °C 'de ısıtılarak kurutulur.
b) Fırından çıkartılan stator bobinleri daldırma veya püskürtme yöntemi ile fırın verniği ile verniklemesi yapılır.
c) Verniklenen bobinler fırına atılarak 15 saat 130 °C 'de ısıtılarak kurutulur.


8. Final Testleri
a) Megger Testi; .Fazların Şaseye ve birbirine karşı izolasyon değerleri ölçülür.
b) DC direnç testi ; Maximum 15 Amper uygulanarak 1/10000 hassasiyetinde fazların DC dirençleri ölçülür.
c) Hi-POT ve SURGE testi; Fazların şaseye ve birbirine karşı yüksek gerilime dayanımının kontrolü için Hi-POT ve bobin spirlerinin birbirine karşı yüksek gerilime dayanımını ölçmek için SURGE testi yapılır.